联系人:姜经理
电话:0510-83261968
传真:0510-83261806
手机:18961869366
网址:www.wxjtjm.com
地址:无锡市惠山区中惠大道1588号恒生科技园77-5
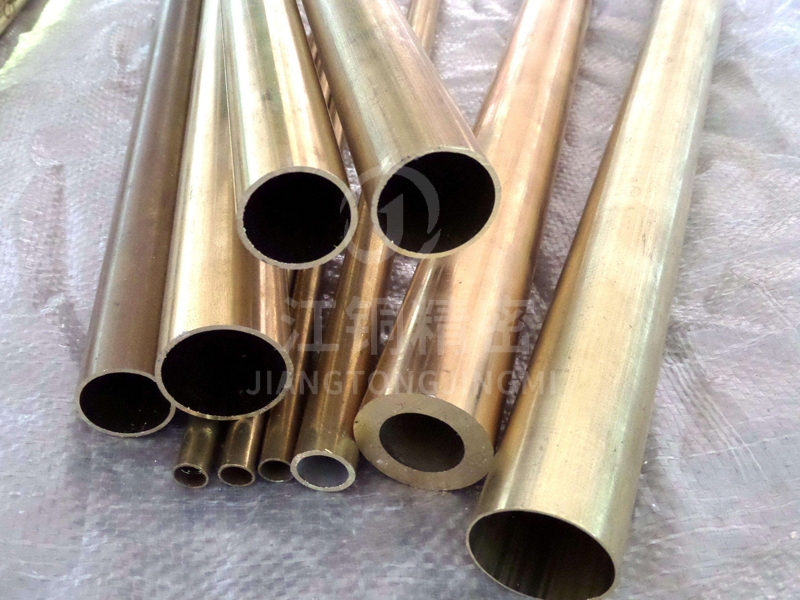
(1)黄铜管胀形时,材料的变形局限于固定的模具内,质量稳定。工件不会产生起皱现象,黄铜管成形的工件表面光滑、回弹小;
(2)胀形时,黄铜管材料处于双向受拉的应力状态,黄铜管在模具的作用下,迫使管材壁厚减薄、表面积增大,获得要求的几何形状;
(3)胀形时,黄铜管材变形区局限于变形区范围内,管材不向变形区外转移。如黄铜管U形槽的形成是靠管材的局部变薄来实现的。
在高频接触焊和高频感应焊中,提供电流的设备和提供挤压力的设备是相互独立的。此外,两种方法都能使用磁棒,它是软磁性元件,被置于管体内部,它有助于在钢带边缘汇聚焊接流。
在这两种情况下,黄铜管被切割并清理后,被卷起,然后送到焊接点。另外,对在加热过程中使用的感应线圈进行冷却使用了冷却剂。最后,一些冷却剂将被用于挤压过程。这里,在挤压滑轮上作用了很大的力,以避免在焊接区域产生多孔性;然而,使用了更大的挤压力将导致毛刺(或者焊珠)增多。因此,特黄铜管殊设计的刀具被用来清除黄铜管内部和外部的毛刺。
高频焊接过程的主要优势之一是,它能够对黄铜管进行高速加工。然而,在大部分固相锻接中存在的典型情况是,高频焊接的接点若使用传统非破坏性技术(NDT)不容易进行可靠的测试。黄铜管焊接裂缝可能在低强度连接处的平薄区域出现,这种裂缝使用传统方法无法检测出来,因而在一些高要求的汽车应用中可能缺乏可靠性。
![]() 公司名称:无锡江铜精密金属制品有限公司
公司名称:无锡江铜精密金属制品有限公司
![]() 联系电话:18961869366 姜经理
联系电话:18961869366 姜经理
![]() 联系电话: 0510-83261968
联系电话: 0510-83261968
![]() 公司传真: 0510-83261806
公司传真: 0510-83261806
![]() 公司地址:无锡市惠山区中惠大道1588号恒生科技园77-5
公司地址:无锡市惠山区中惠大道1588号恒生科技园77-5
![]() 关键词:紫铜管,黄铜管,高精密毛细铜管,紫铜排,磷铜毛细管,铍铜毛细管,白铜管
关键词:紫铜管,黄铜管,高精密毛细铜管,紫铜排,磷铜毛细管,铍铜毛细管,白铜管